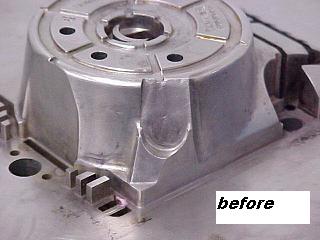
This is one of 4 cores sent to have a feature altered for an engineering change. Prints and dimensions were supplied.
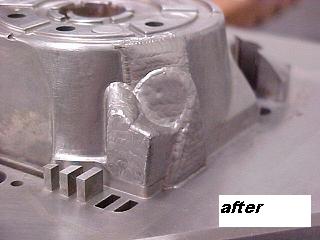
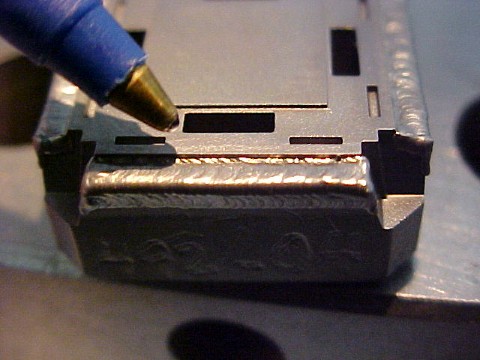
core after weld
This is one of the cores after welding. The finished weld had approximately .015" per side overstock for remachining.
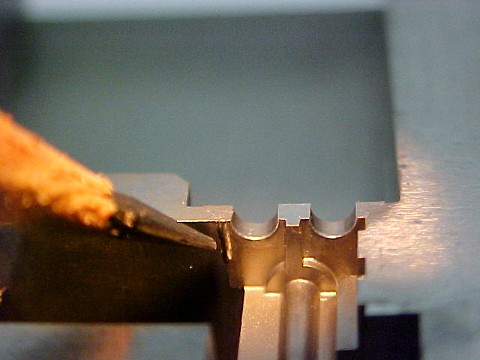
core block
This core block needed .012" added to the height of a segment. It was imperative that the weld not touch the adjacent segments.
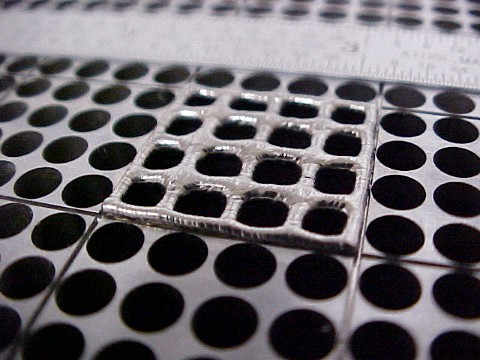
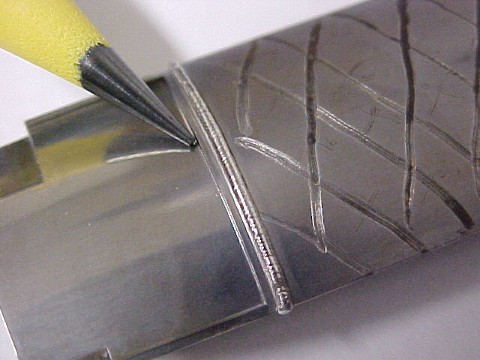
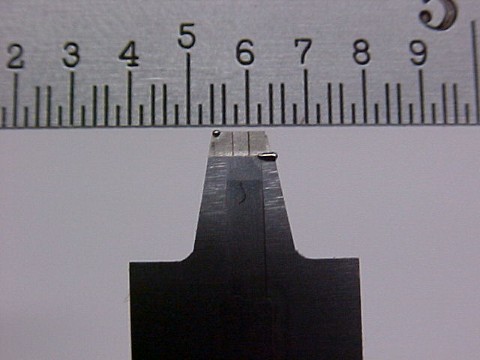
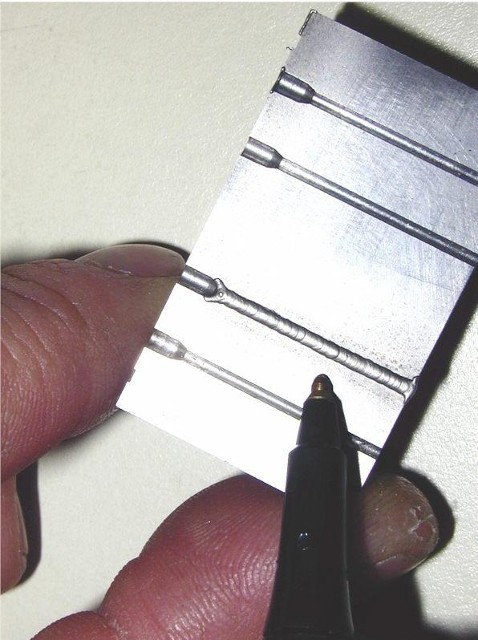
insert weld
This is one of 16 inserts which needed to have a width dimension increased by .007" per side. Weld sink was kept below .0002". The texture of the applied weld shows a controlled and consistent weld application process.
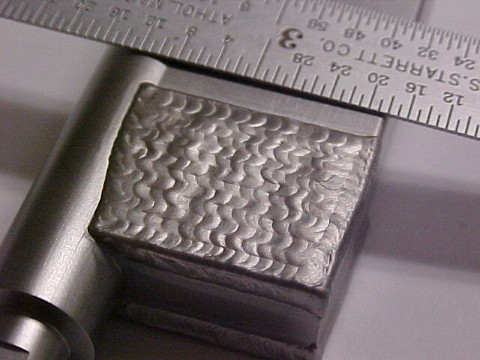
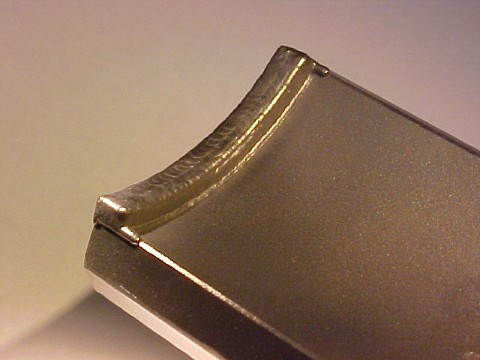
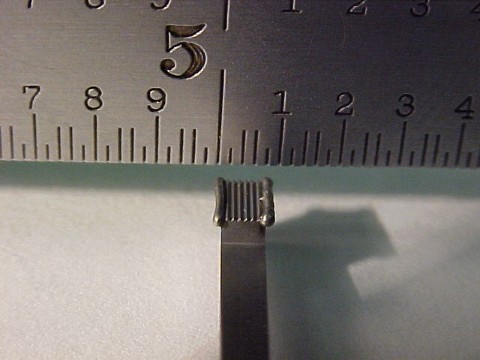
insert edge
This was one of 32 inserts that had damage to the top radius features. Sink was critical as well as the sharp edges of the features.
worn edges
These inserts were welded to repair worn seal off edges
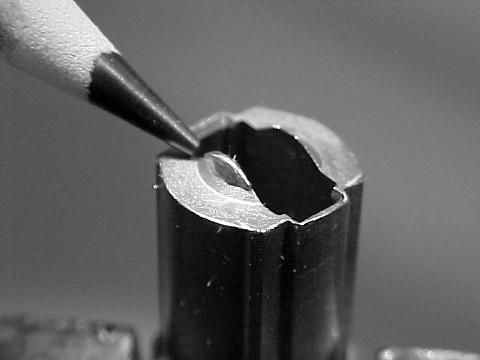
coring features
This job was for an engineering change on four cores. It was critical that the existing ribbing features not be distorted
coring features
This is the back side of the above sample job.
welded heels
This was a job where a set of inserts were sent to have the "heels" added on via welding after the profiles were wire edm'd. The customer found it more economical to weld the heels on rather than machining the profile to create them. This was featured in our article in Moldmaking Technology in 2001.
cavity blocks
This is one of a set of cavity blocks sent to have a section of the product area welded to eliminate part of the molded feature.
cavity blocks
This is one of the above cavities after welding. This job was also featured in one of our articles in Moldmaking Technology magazine.
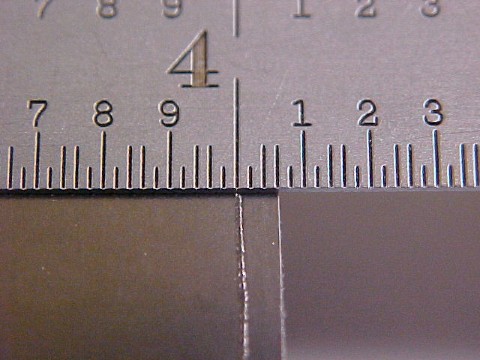
small laser bead
This shows a weld bead less than .010" wide which was applied to repair eroded seal off surfaces on inserts which were less than .060" thick. Minimal heat was used to avoid bending the inserts. This job was also featured in one of our articles in Moldmaking Technology.
edge damage
This picture shows edge beads applied to repair damage on a set of inserts
insert edges
This shows weld beads applied to small inserts to repair damaged teeth features.
insert shelf welds
These inserts had to have the four outside shelf depths reduced by .011".
cavity seal off edges
These cavities had some erosion at the seal off areas which had to be welded. The customer requested that the small diameters be left undisturbed to avoid remachining them.
insert diameters
This picture shows one of several inserts where a customer wanted to fill in some worn pin diameters.
engineering change
These inserts were sent to weld in the angled features. The inserts were thin walled so minimal heat was used to avoid distortion.
insert edge
This shows a welded edge on one of several inserts which were worn and needed repair.
insert seal off surfaces
This picture shows a segment of a seal off pad where weld was applied to re-establish a sharp and fresh surface. Notice the texture of the weld. This shows a controlled and consistent weld application process.
insert seal off surfaces
This is a picture of the insert that the close up picture above was taken from.
runner system
This is a cavity block that was welded to fill in a runner system and raise the center surface for a new configuration. Again notice the weld pattern showing a consistent weld which was applied with a single pass to minimize heat input.
stripper rings repair
This was one of 128 stripper rings welded to repair the "D" shaped seal off hole as well as the top surface which was eroded.